Точное машиностроение в движении: промышленная роль ШВП в современной автоматизации
Jun. 26, 2026 Просмотры:6
В условиях современного промышленного производства высокоточное позиционирование больше не является роскошью, а является базовым требованием. От этапов оптического выравнивания и производства полупроводников до специализированного лабораторного оборудования — спрос на субмикронную точность стимулирует инженерные инновации. В основе этих субмиллиметровых регулировок лежит важнейший, но часто недооцененный компонент: микрометрическая головка.
В то время как стандартные портативные микрометры повсеместно используются в цехах для контроля качества, встроенные микрометрические головки служат принципиально иной цели. Они спроектированы как постоянные или полупостоянные узлы внутри более крупных механических систем, обеспечивающие сверхтонкое линейное перемещение. Выбор, установка и оптимизация этих компонентов требует глубокого понимания особенностей механического проектирования и применения.
1. Механические и цифровые микрометрические головки: архитектурный разрыв
При проектировании прецизионной системы первым делом приходится выбирать между традиционными механическими микрометрическими головками и усовершенствованными цифровыми микрометрическими головками. Выбор диктует не только стоимость системы, но и ее эксплуатационную эффективность и возможности интеграции данных.
Механические варианты основаны исключительно на высокоточных шаговых винтах (обычно 0,5 мм или 0,25 мм на оборот) и выгравированных лазером нониусных шкалах. К их основным преимуществам относятся:
Невосприимчивость к воздействию окружающей среды: отсутствие электроники означает нулевую восприимчивость к
электромагнитные помехи (EMI) или высокотемпературная деградация.
Долговечность: при правильной смазке механическая головка из закаленной стали может прослужить десятилетия при постоянном ручном управлении.
Цифровые микрометрические головки: точность, основанная на данных
Для автоматизированных рабочих процессов или сред, требующих быстрой регистрации данных, электронные цифровые микрометрические головки незаменимы. Они используют емкостные или фотоэлектрические датчики вращения для преобразования механического вращения в цифровые показания. Ключевые преимущества включают в себя:
Выход SPC: данные статистического управления процессами в реальном времени можно экспортировать по кабелям SPC непосредственно в центральные системы мониторинга.
Сокращение ошибок: устраняет человеческую ошибку параллакса при чтении нониусных шкал, обеспечивая согласованность действий разных операторов.
2. Навигация по специальным конфигурациям: сферические и плоские грани
Распространенной ошибкой при системной интеграции является игнорирование геометрии вершины шпинделя. Взаимодействие между шпинделем микрометра и контактной целевой поверхностью существенно влияет на осевую точность и распределение износа.
Микрометрические головки с плоской поверхностью
Шпиндели с плоскими наконечниками идеально подходят для работы на идеально ровной, параллельной поверхности. Они распределяют осевую нагрузку по большей площади поверхности, уменьшая локализованное напряжение. Однако если целевая поверхность даже слегка смещена или наклонена, возникает краевая нагрузка, приводящая к преждевременному износу и ошибкам отслеживания измерений.
Сферические микрометрические головки
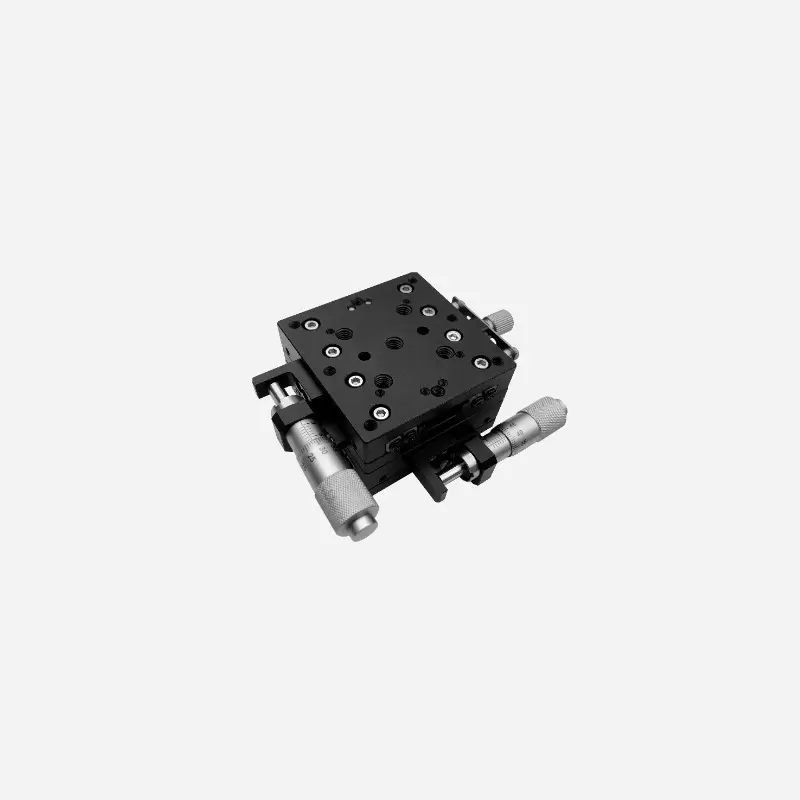
Если невозможно гарантировать, что целевая поверхность останется идеально перпендикулярной оси шпинделя, оптимальным выбором будет микрометрическая головка со сферической поверхностью. Закругленный кончик обеспечивает единую, постоянную точку контакта независимо от небольших угловых отклонений. Эта конфигурация широко применяется в креплениях оптических зеркал и на этапах многоосного позиционирования, где наклон является неотъемлемой частью работы.
3. Инженерные решения для сложных условий
Стандартные компоненты часто выходят из строя в экстремальных промышленных условиях. Для тяжелой автоматизации и высоконагруженного промышленного оборудования общие спецификации не соответствуют действительности. Инженерные группы должны искать решения повышенной прочности, такие как сверхпрочные микрометрические головки с измерительными поверхностями с твердосплавными наконечниками и специализированные механизмы стабилизации шага.
Кроме того, когда ограниченное пространство ограничивает гибкость конструкции, интеграция миниатюрной микрометрической головки позволяет обеспечить высокую плотность упаковки компонентов без ущерба для разрешения. Эти микромасштабные компоненты сохраняют стандартную точность шага, сокращая при этом общую занимаемую площадь до 40%.
В крупномасштабных производственных предприятиях, где стабильность на протяжении тысяч циклов имеет первостепенное значение, партнерство с опытным мировым производителем компонентов имеет важное значение. Группа iHF специализируется на поставке высококачественных, промышленно проверенных компонентов линейного перемещения и точного позиционирования. Оптимизируя геометрию внутренней резьбы и используя передовые методы поверхностной закалки, iHF Group гарантирует, что их микрометрические решения выдерживают постоянные эксплуатационные нагрузки, сохраняя при этом субмикронную повторяемость.
视频
4. Расширенный технический контроль качества: решение проблем интеграции
Вопрос 1: Как рассчитать критическую грузоподъемность микрометрической головки при работе с постоянной тягой?
Допустимая осевая нагрузка в первую очередь определяется шагом резьбы и площадью поверхности зацепления внутренней гайки. Превышение номинальной статической нагрузки вызывает упругую деформацию резьбы, приводящую к осевым люфтам. Для применений, требующих больших усилий, инженерам следует использовать сверхмощную микрометрическую головку с резьбой с более крупным шагом и модифицированным трапециевидным профилем, специально разработанную для распределения линейной силы без заеданий.
Вопрос 2. Что вызывает люфт на этапах точного позиционирования и как его можно уменьшить?
Люфт возникает из-за микроскопического зазора между наружной резьбой шпинделя и внутренней внутренней резьбой, который необходим для обеспечения вращения. Чтобы смягчить это в критических установках:
Используйте внешнюю пружину постоянной силы (например, волнистую пружину или пружину растяжения), чтобы поддерживать постоянную предварительную нагрузку целевого предметного столика на кончике микрометра.
Используйте микрометрическую головку со стопорной гайкой или разъемную гайку с постоянным крутящим моментом, чтобы ограничить люфт резьбы после достижения конечного положения.
Вопрос 3: Почему для точной оптической центровки предпочтительнее использовать невращающуюся головку микрометра со шпинделем?
Стандартный шпиндель вращается по мере продвижения, прилагая крутящий момент к контактной поверхности. При оптическом выравнивании этот крутящий момент может вызвать микроскопическое скручивание или повреждение крепления зеркала. Невращающаяся микрометрическая головка шпинделя перемещается исключительно линейно, исключая передачу крутящего момента и защищая деликатные оптические покрытия или материалы с высоким коэффициентом трения от поверхностного сдвига.
Мы будем использовать файлы cookie, чтобы персонализировать и улучшить ваш опыт использования нашего веб-сайта. Вы можете нажать кнопку «Принять», и будет считаться, что вы согласны на использование всех соответствующих файлов cookie, или вы можете отказаться от использования файлов cookie веб-сайтом.

 EN
EN en
en vi
vi it
it es
es th
th tr
tr ja
ja pt
pt ko
ko ru
ru fr
fr de
de ar
ar Запросить цену
Запросить цену